涡轮增压器压气机仿真分析
1.网格划分
将几何模型和抽取的流体域模型导入 Fluent模块中,使用 mesh 功能对流体域、几何模型进行网格划分。网格划分的质量对仿真计算的精度以及仿真结果的有效性有重要影响。网格划分的目的是对 CFD模型实现离散化,将其分解为能够给出精确解的单元,在需要精确计算的部分、面积过小影响精度的区域适当细化网格。在划分网格前,需要对几何模型进行适当简化处理,保证在不影响压气机内流场规律分析的基础上,可以忽略倒角、螺纹孔等结构。针对本论文的流体求解特征,在 Physics Preference 物理环境部分选择针对流体分析的 CFD 网格。
1)压气机内部流场网格划分
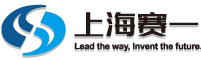
压气机内部流场网格划分结果如图 3.4 所示,本文所研究的计算模型几何特征较为复杂,根据划分的三块流体域,将入口处流道部分的静止流域运用结构化网格划分,结构化网格优势在于网格生成的速度快、质量好、收敛性高。但对于生成复杂结构的贴体网格困难较大成功率低的同时网格质量也会大打折扣。所以对于趋近于规则圆柱体的入口处流道运用结构化六面体网格划分。而叶轮旋转流域、蜗壳流道静止流域宜采用非结构网格进行划分,对于叶片间不规则流体域的划分更精确。将这部分网格划分方法选为Automatic,该方法对于对抽取的压气机流体域中不规则的部分模型,可以快速生成四面体网格。其中对于需要高精度计算的叶轮叶片附近区域、蜗舌面积过小影响仿真收敛的区域都需要手动处理这些区域以确保准确性,进行进一步的网格细化,具体情况如图 3.4中放大圈出部分所示。随后利用 Named selections 对创建的流体域定义边界名称:入口(inlet)、壁面(wall)、数据交换面(interface)及出口(outlet)。
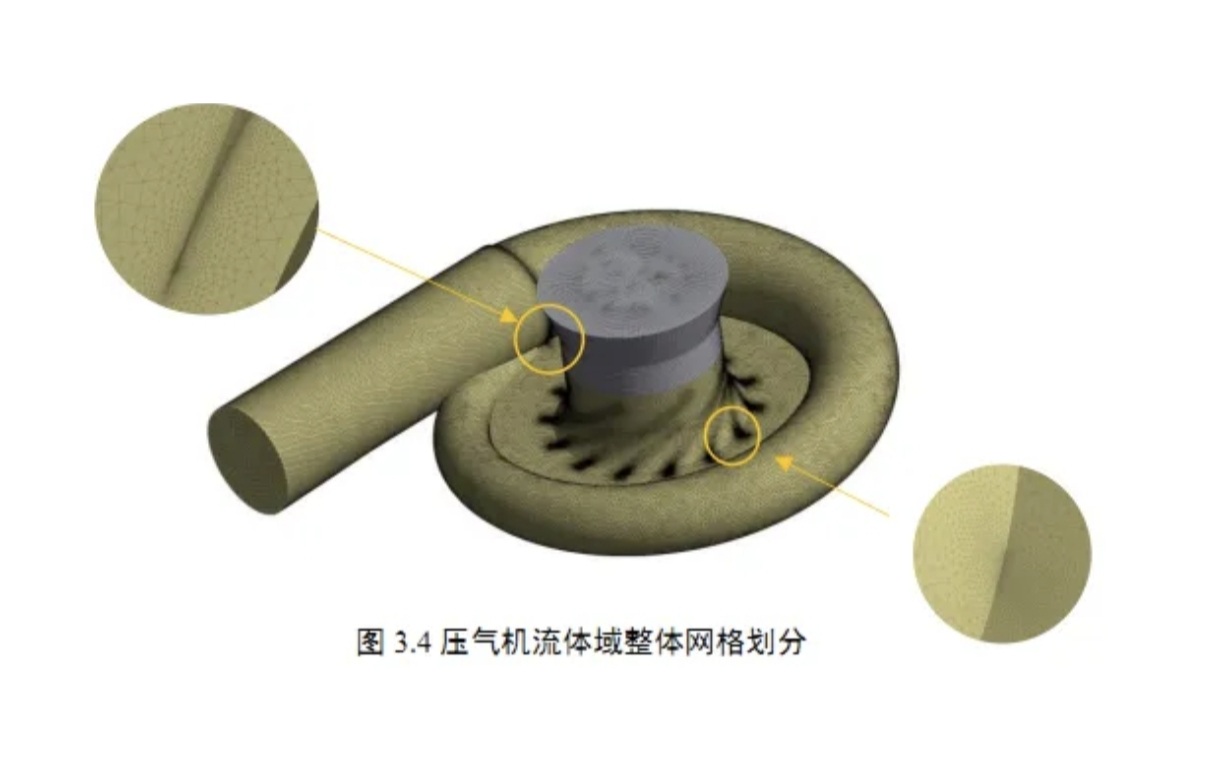
压气机流体域部分共生成 4360769 个网格、1013069 个节点,网格单元质量如图 3.5由图所示可以看出,网格单元质量均在 0.5 以上且均趋近于1,达到仿真要求。
2)压气机结构场网格划分
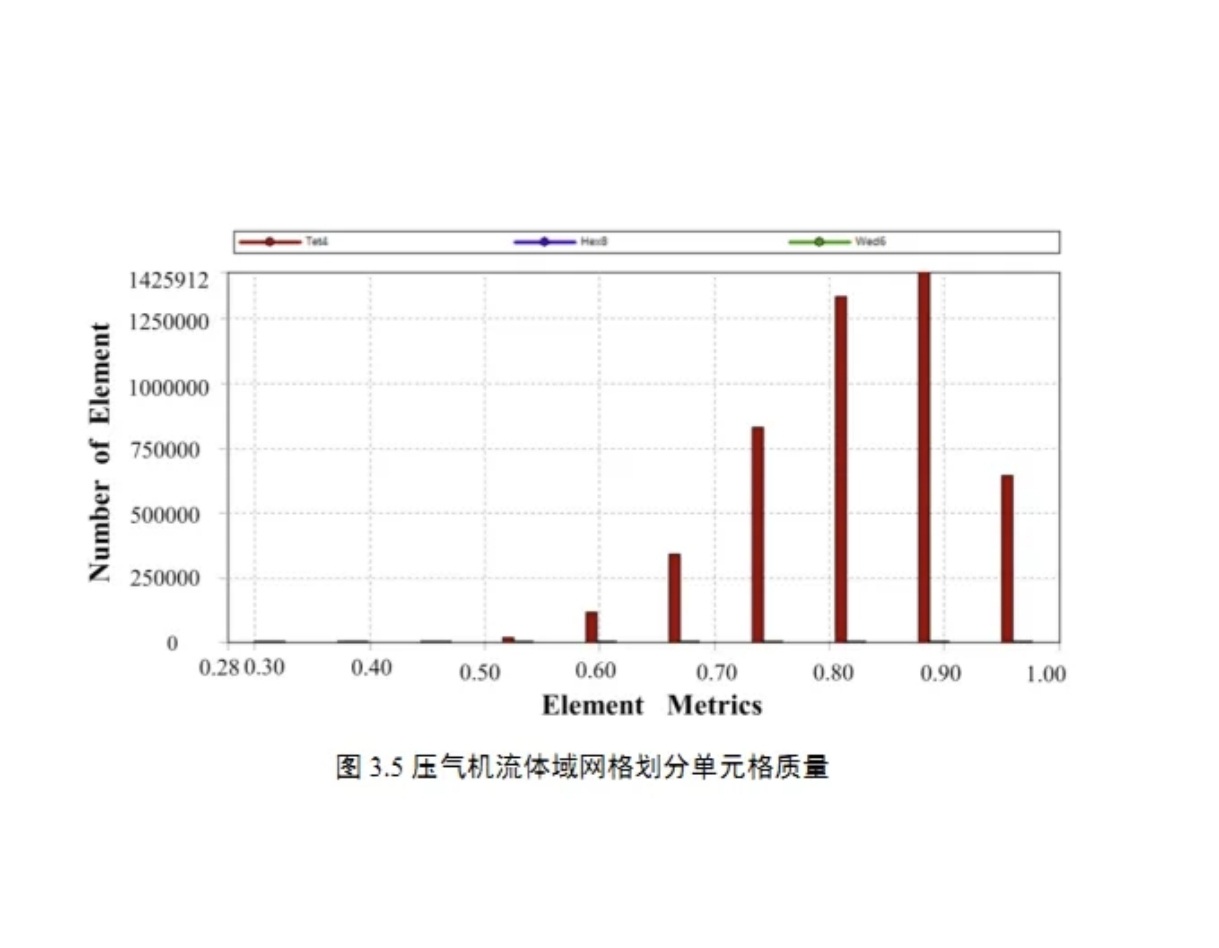
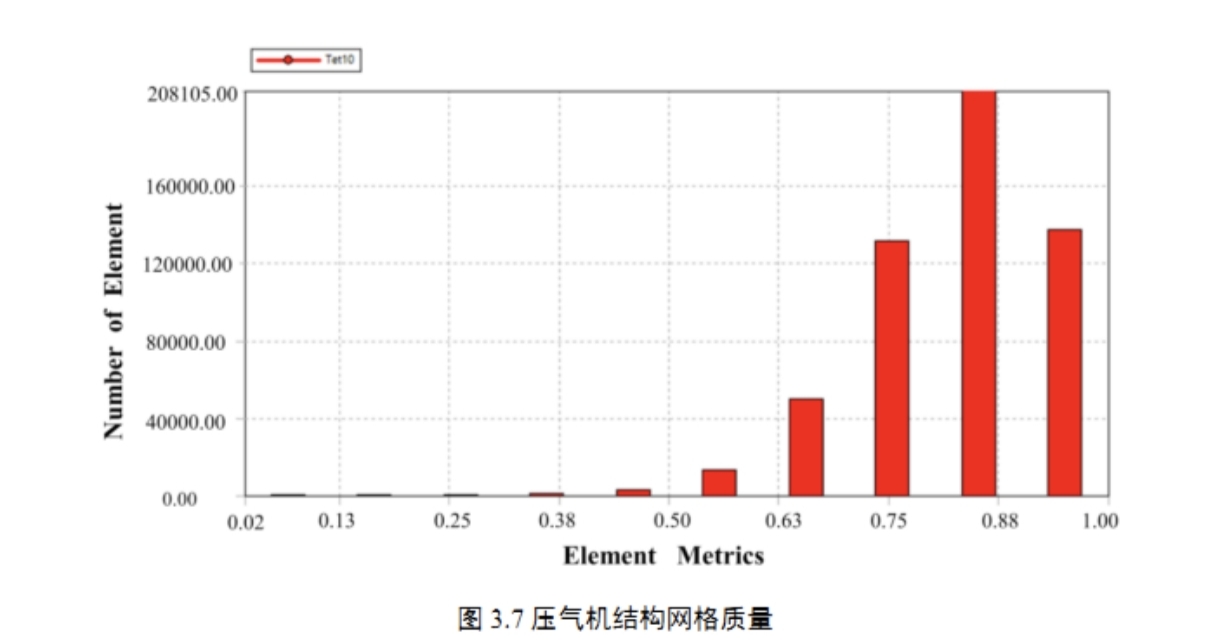
在涡轮增压器的压气机结构中,叶轮是承受巨大载荷的关键部件,其薄片式叶片结构,受力复杂且脆弱性显著。从结果准确性来说,进行精准的结构化六面体网格划分是理想状态,但通过对现有研究的了解和本论文所进行的实际的运算对比,尽管理论上六面体网格应用于薄片式为主体的结构是能提供更高精度的数值模拟结果。但由于叶片不规则扭转形状,该类型划分方式会导致网格畸变值增高,难以满足网格的质量要求。所以对于结构的不规则和薄弱特性,网格划分存在较大挑战。综合实际情况,为了减少单元数量、计算时间以及收敛难度,本论文在对压气机结构部分进行网格划分时采用四面体网格,以此保证网格的质量。压气机结构部分共生成540890个网格、836086个节点,划分结果如图 3.6 所示,网格质量如图3.7达到仿真要求。
2.压气机内部流场分析
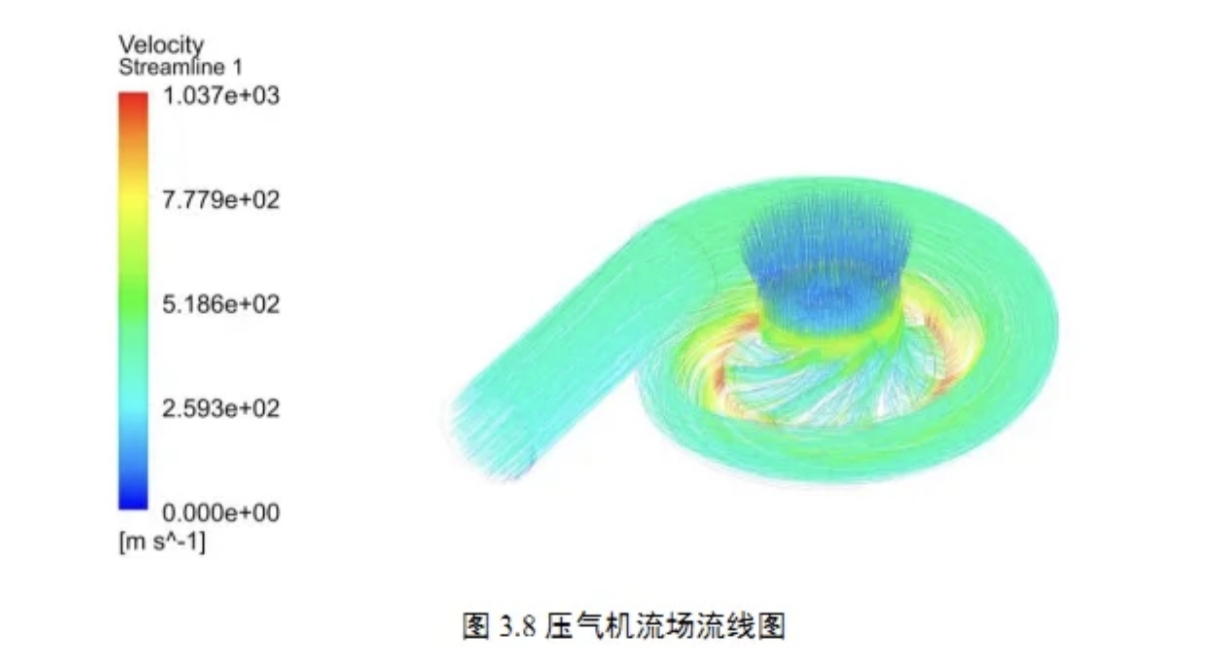
对流场进行分析时,流线图所展现的流动状态十分重要。压气机叶轮结构设计对压气机的性能有直接影响,该压气机叶轮采用主分流叶片设计,由7组主分流叶片构成,分流叶片在对叶轮流量影响较小的情况下,增加了叶轮对气流的做功和约束能力,从而提高了压气机的效率。图 3.8为压气机内部流体流动情况,整个压气机中的流体状态十分复杂,主要包含两种运动形式,一种是在叶片间的流体随叶轮压力面推动做旋转运动另一种是流体在蜗壳流道内沿着流道方向运动。两种运动形式在叶片后缘处交汇,导致流体最大速度集中在环形静止流域的叶轮轮缘处,该部分流体随叶轮的带动,最高速度可以达到 1037m/s。
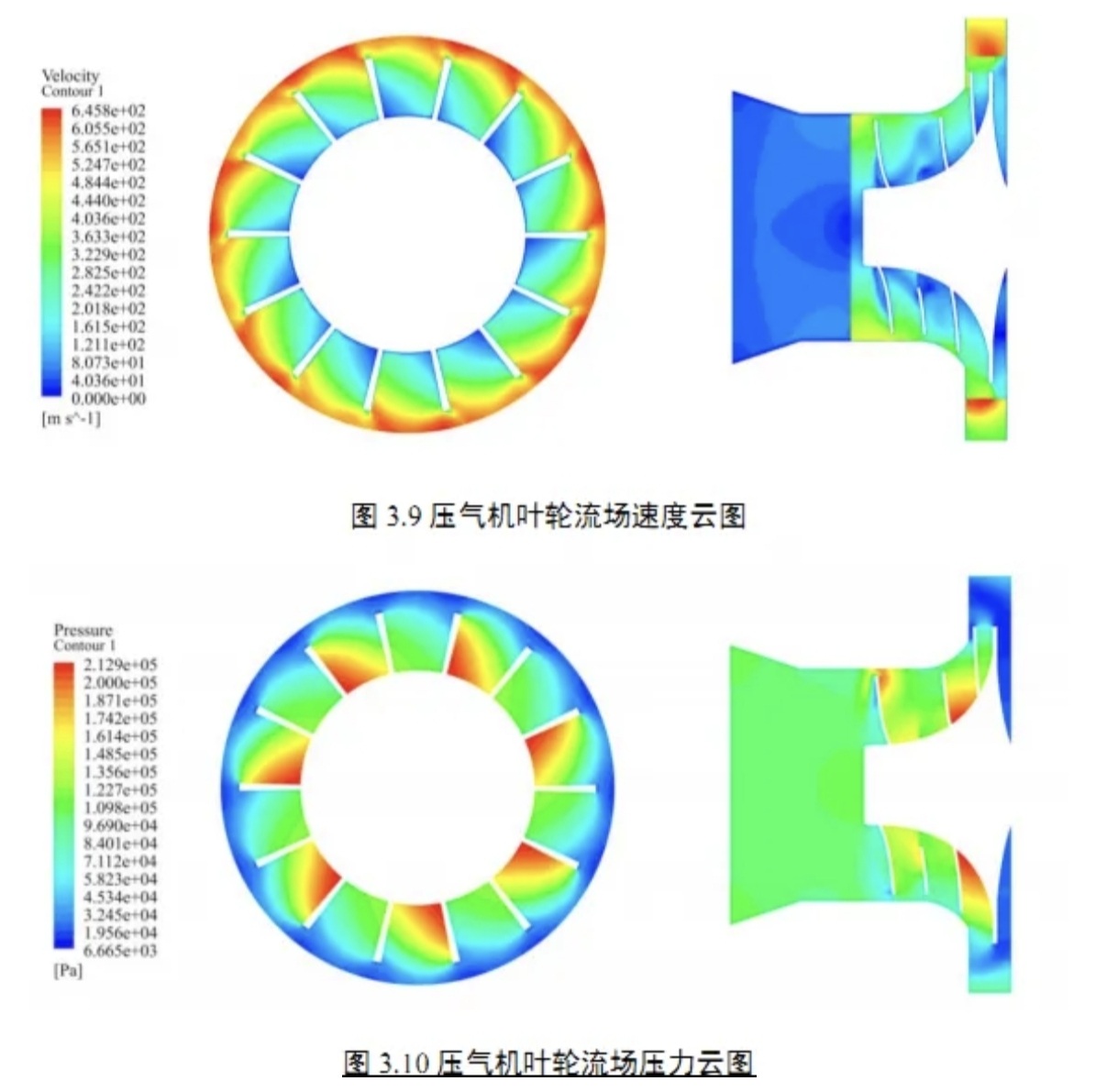
由图 3.9、图3.10可以得出,叶轮部分的流体速度压力规律,其中叶轮部分流体从入口到出口,速度的整体变化趋势从轮毂到轮缘速度逐渐增高,最高速度可以达到645.8m/s。同时可以得出叶轮在高速旋转的过程中,在同一高度吸力面速度高于压力面速度。图3.9可以得出压力面压力远高于吸力面压力,最大压力可以达到0.2129MPa,主要原因为在压气机工作的情况下,叶轮主要承担着将机械能转化为流体动能的重要部件其中,压力面是指叶片所面对气流的高压侧,叶片推动流体运动的过程中气流从压力面流过,速度会减慢压力会升高,因此压力面需要具备较高强度和耐性,以承受高压气流的冲击和磨损。吸力面是指叶片面对气流的低压侧,气流从吸力面流如叶片间流道时气流速度会加快,因此叶片的吸力面需要具备较好的气动性,以减小气流的阻力损失,提高叶片效率。
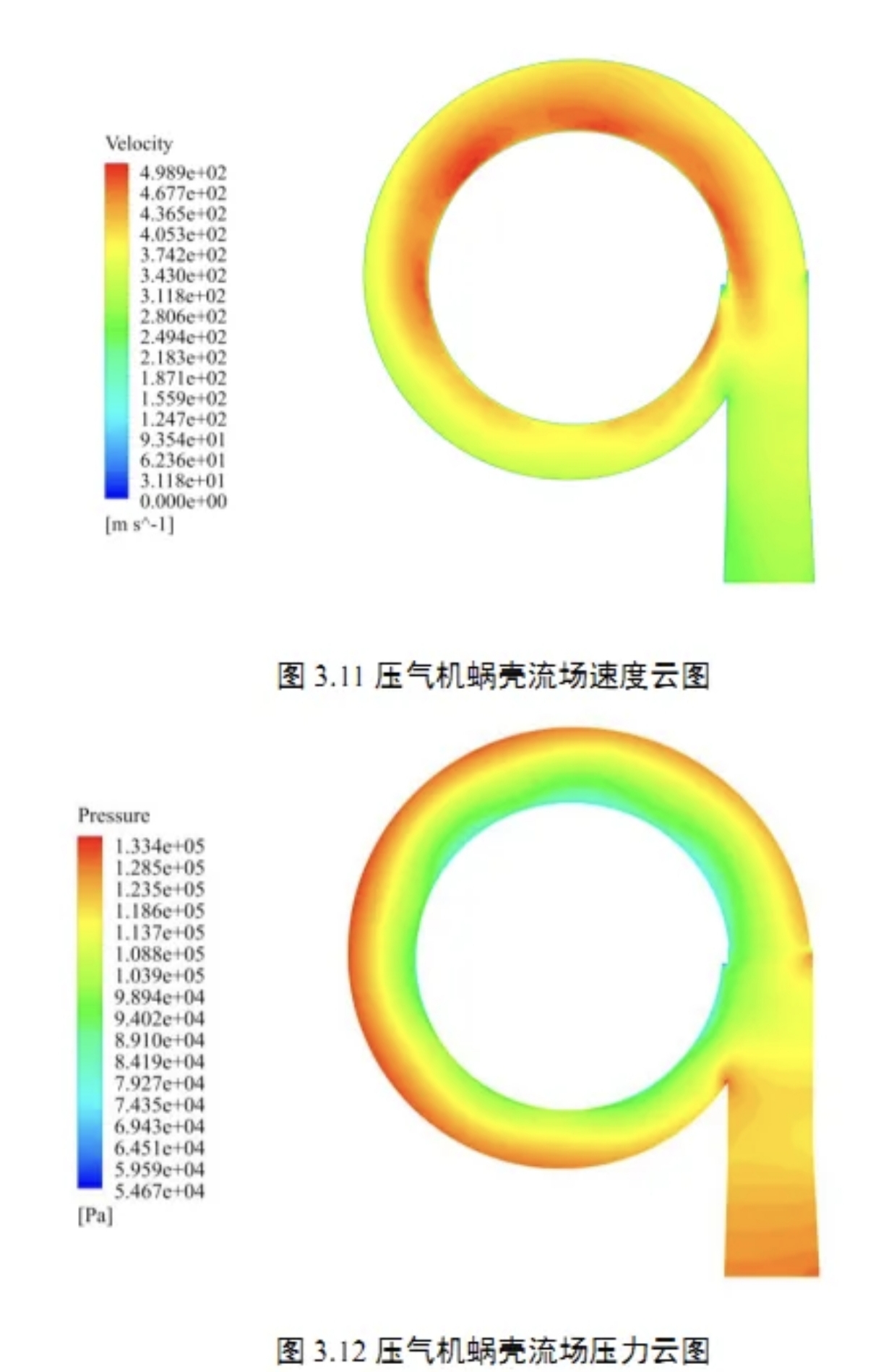
由图 3.11 可以得出蜗壳流道内流体从入口到出口速度呈减小趋势,原因是压气机的工作原理,即通过圆形流道的内部结构先压缩气体使其膨胀加速,最高速度可以达到489.9m/s,而出口处逐渐扩大的内部结构使得内部的流体速度减小实现气体压力增加的目的。在蜗壳直道部分气体的流速达到最低,气体压力也达到最高,出口处最高处相对压力可以能达到 0.1334MPa,在设置时参考基准压力为一个标准大气压,所以该处的实际压力为 0.2347MPa。由图 3.12 可以看出,压力分布云图整体趋势与速度分布云图相对应,实现压气机的增压功能,压比可以达到 2.32。根据图 3.11 的蜗壳截面图还可以得出,越靠近蜗壳内壁时速度越低,越靠近蜗壳流道中心区域速度越高,这是由于流体自身存在粘性,粘性应力的存在使流体在靠近壁面时速度逐渐下降。在蜗舌部分由于各方向气流的汇集,会产生一定的气体漩涡,造成能量的损失、速度的下降以及压力的增加。
2.2叶轮形变情况
根据图 3.13 耦合后的结构场分析结果来看,压气机叶轮的最大形变为1.5882mm,位于叶片流体出口边缘部分。
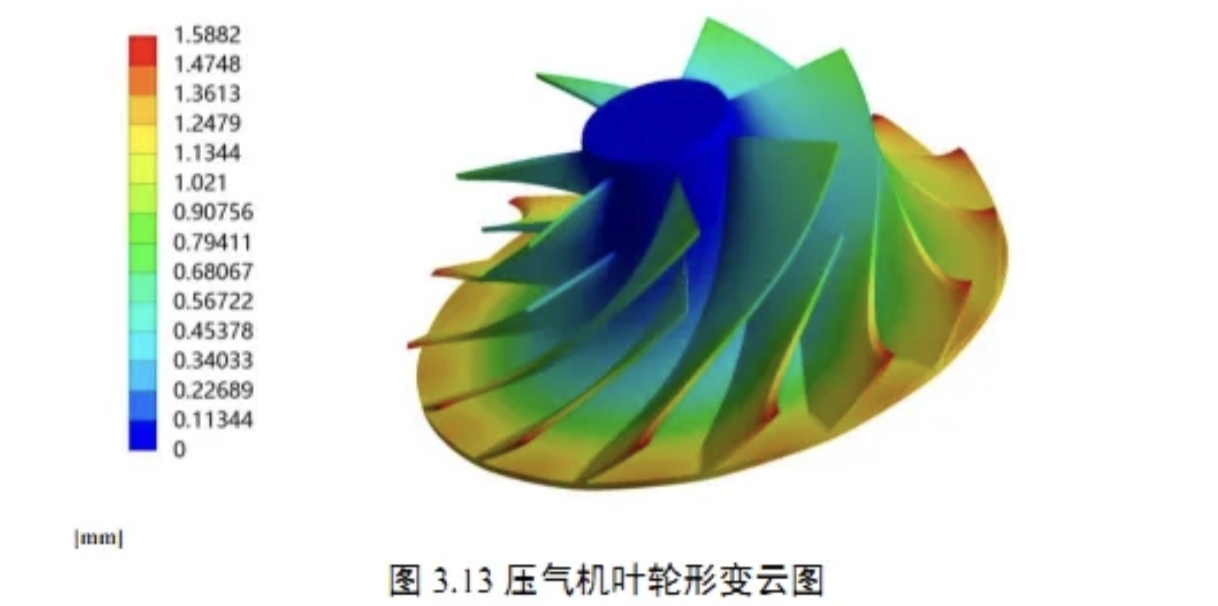
压气机叶轮叶片形变是由于该叶轮在高速旋转的工况下,为了降低叶片边缘的阻力,在设计过程中将叶片厚度由根部到末端逐渐减薄,但该设计在降低阻力提高工作效率的同时也使得叶片边缘刚度不足,会发生较大形变。另外为了一定程度上减少气流流过叶片之间产生的分离损失,从而提高压气机的工作效率,通常将叶片设计为带有一定扭转角度的扭转叶片。但该扭转设计也造成了平面叶栅的质心无法通过叶轮旋转轴,因此在高速旋转的情况下会产生一定的惯性扭矩,使叶轮叶片发生一定的扭曲形变。综合两种原因,叶轮形变在流体速度较大的后缘叶片末端体现较为明显。
2.3叶轮等效应力分析
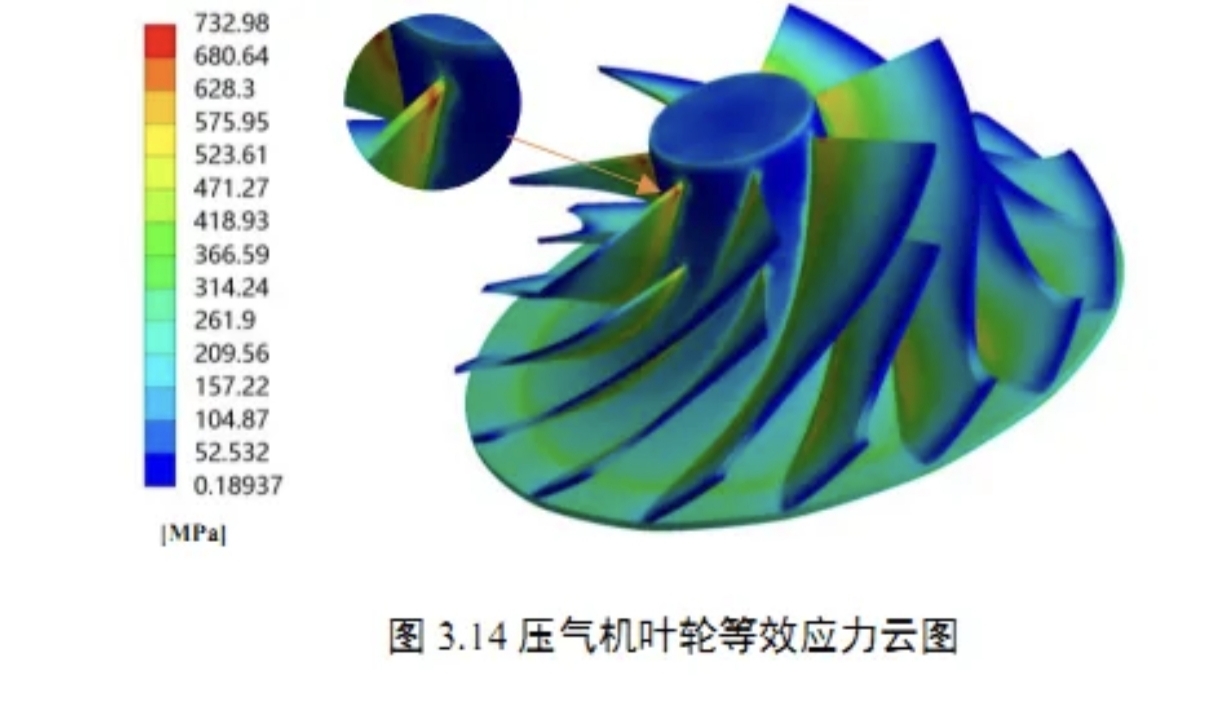
图 3.14 是叶轮在 17000mpm 的旋转速度工况下,产生的等效应力分布情况,可以看出应力较高的部分主要集中在叶片的根部。其中叶片根部的应力集中部位主要出现在上1/4 处,并且应力随着气体流向流道后逐渐减小,其主要原因为压气机在吸气过程,气流还未完全流入流道,较大的气流撞击在叶片上部叶片上,产生了较大的应力,最大应力可以达到 732.98MPa,因此我们可以得出轮毂处流体的进出口角有一定的优化空间。
2.4蜗壳变形情况
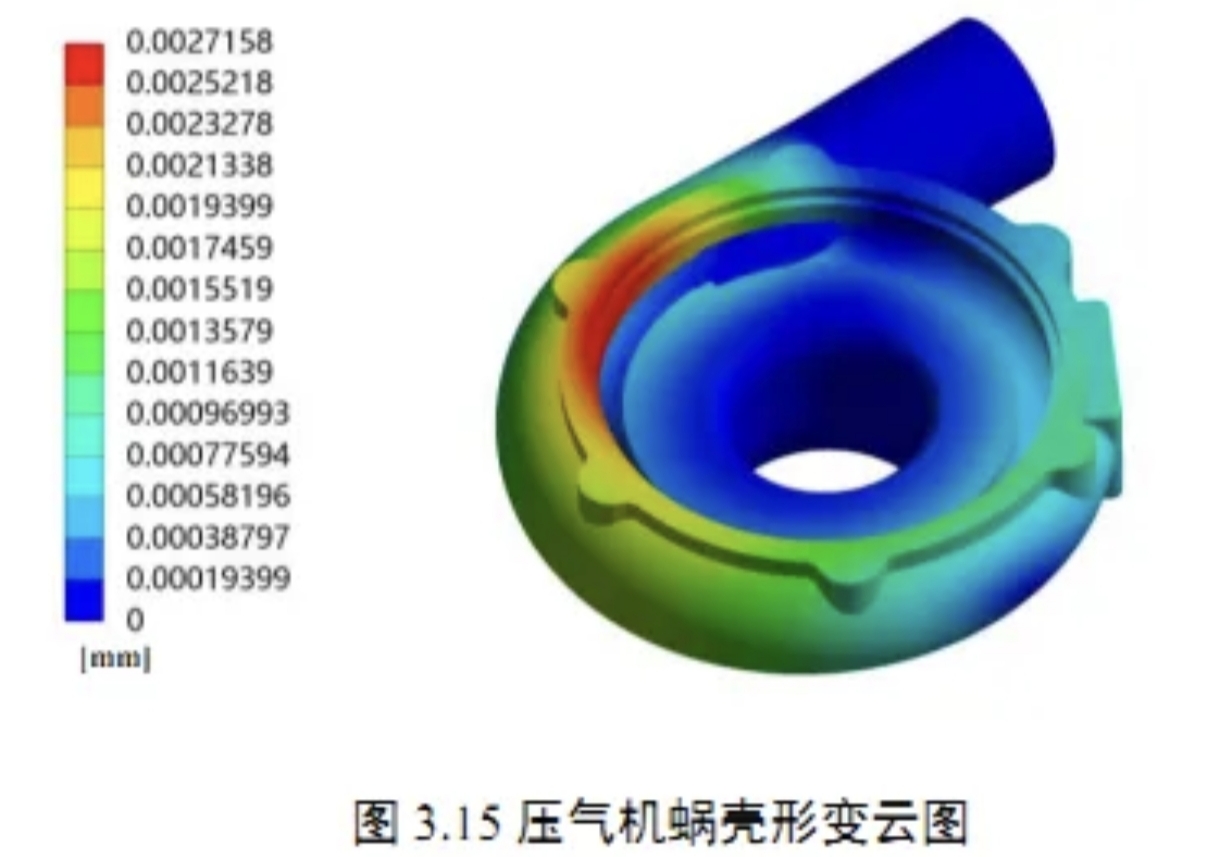
相对于叶轮的变形,蜗壳的形变较为有限,具体值如图 3.15 所示。因为叶轮在高速旋转的工作状态下,流体在流道内会产生显著的离心力和气动力,这些力均作用于蜗壳内壁,且流体从环形流道区域到出口直道区域运动的过程中,气体方向发生明显变化,对该处的蜗壳内壁产生较大的力,使得此处产生较大的形变值,最大形变值为0.0027158mm。形变由环形流道向直道转变的过程中达到最大之后逐渐递减,出口处结构基本不受影响,与叶轮的形变相比蜗壳的形变量级较小。
2.5蜗壳等效应力分析
图 3.16 呈现了涡轮增压器压气机蜗壳结构的等效应力分布情况,其中等效应力在蜗壳舌根部达到最大值为 7.00544MPa。
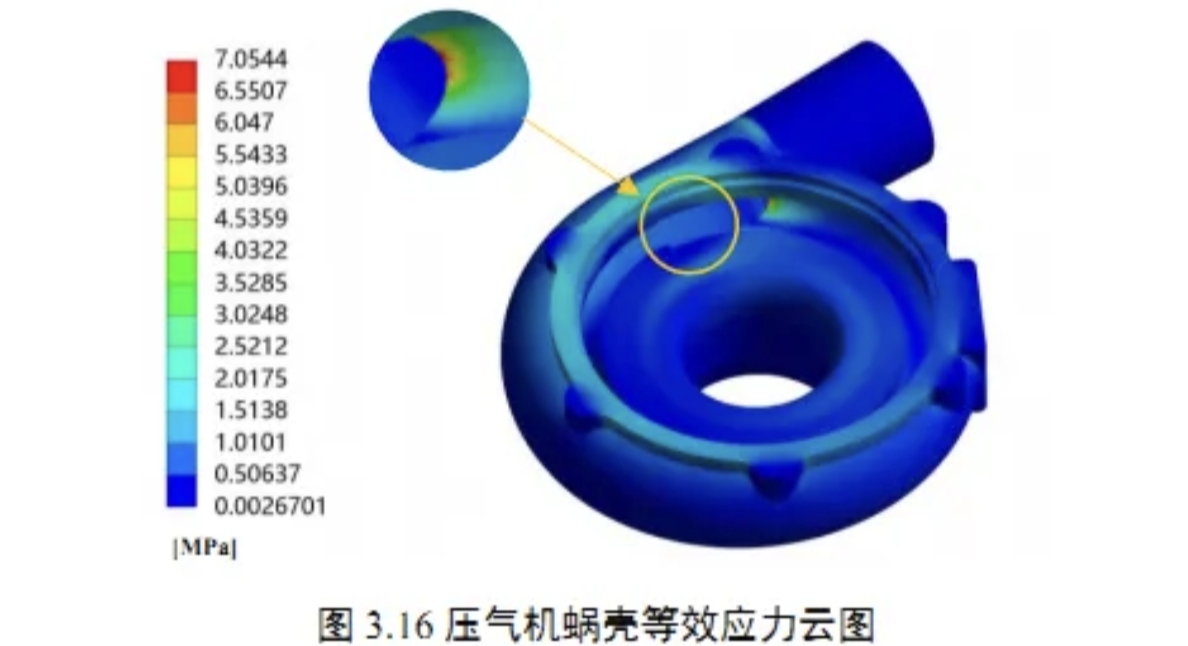
这里所呈现出的应力集中现象,部分原因为此处有尖角结构,该尖角结构是三维建模过程中,为了降低计算难度缩短计算时间,在不影响主要结果的条件下,对实际模型进行了一定程度简化,未对圆角进行细致处理,使得该处的应力集中体现了出来。然而除了尖角问题的挑战之外,蜗壳舌部应力集中的根本原因在于此处的结构变化本就突然而显著。这种结构变化引起了流体方向和流道形状的急剧变化,进而导致应力在此处积聚,这是蜗壳等效应力在蜗舌达到峰值的主要原因。在未来的设计中,可以考虑将这结构优化处理,有效减缓该处的应力集中情况。
3.本章小结
本章利用fluent 瞬态动力学模块,建立了涡轮增压器压气机双向流固耦合有限元仿真模型,研究了其在 17000rpm 的高转速工作下的结构形变、应力分布及流场状态,仿真结果表明:
(1)本论文中压气机叶轮为主分流叶片设计,通过7组叶片实现对气流的做功和约束,确保在高转速条件下实现较高的压比。本章的流场分析结果揭示了叶轮内部流体的复杂流动状态,包括速度和压力的变化趋势。正是由于在高速旋转中,压力面负责将机械能转化为动能,以确保压气机性能的实现。在流场上体现为:叶轮的吸力面速度高于压力面,吸力面压力低于压力面。蜗壳流道内部结构实现气体的压缩和膨胀,为压气机增压提供支持。通过仿真得到压气机压比与使用手册提供的理论数据 2.5 相比,误差在7.2%左右,表明仿真数据具有较高的准确性。据此分析结果为优化叶轮设计和提高压气机性能提供了可靠参考。
(2)本章对压气机结构场的分析结果得出了叶轮在高转速工况下最大形变值为1.5882mm,位置在叶片后缘,主要原因为叶片减薄导致边缘刚度不足。扭转叶片的设计虽可以减小气流分离损失,但会导致平面叶栅质心无法通过叶轮旋转轴,引发一定的扭矩和叶片形变。另外,在17000rpm旋转速度下,叶轮叶片根部等效应力最高,可以达到732.98MPa,但叶轮结构的最大应力出现在均在 K418 材料的许用应力范围内。相比叶轮蜗壳形变及等效应力的量级较小,蜗舌处虽有应力集中现象,但不作为主要考虑的优化目标。但在未来设计中可考虑优化尖角问题以减缓应力集中效应。综上,这些仿真数据均为优化设计提高压气机结构性能提供了重要参考。
- 上一篇:分形搅拌桨的 CFD 模拟 2026/1/26
- 下一篇:构建机器人动力学认知,需要从经典力学出发,逐步深入到多体系统 2026/1/23